單道完成13毫米鋁合金對焊,焊接速度達每分鐘0.4米(0.4m/min)。 對操作人員要求較高,具備一定的知識和經驗,合理參數區間較小。
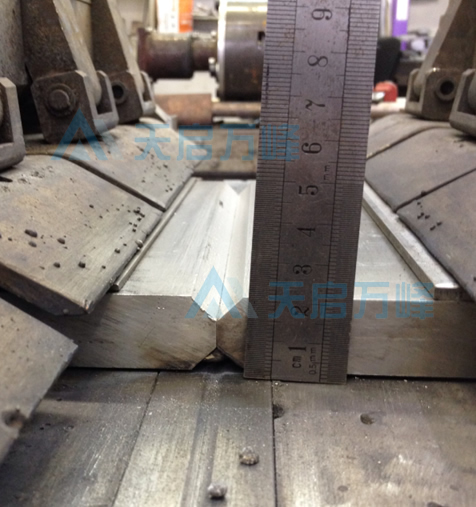
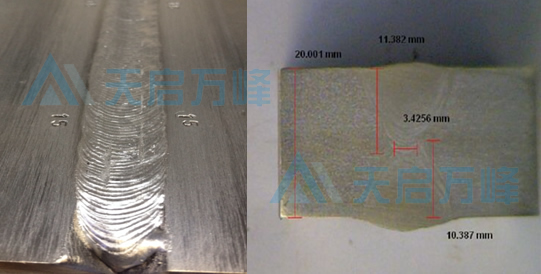
雙面焊接鋁合金,焊接厚度20毫米,焊接速度達每分鐘0.4米(0.4米/分鐘)。
等離子+MIG復合焊接技術鋁合金焊接工藝,需要使用鋁合金型主機和鋁合金專用焊槍,可以達到較為優質效的焊接工藝。在參數選擇,焊槍姿態調整合理的情況下,可以的到較為優秀的焊縫。
該鋁合金材質為5356,厚度為20mm,采用雙面焊接的方式,中間有8mm鈍邊。
等離子+MIG復合焊接技術進行鋁合金焊接效率是MIG焊接的2倍以上,接頭強度弱化低,復合熱源彌補了鋁合金導熱快的特點。焊接中等離子的熱量能夠很好的被材質吸收,不會出現類似激光一樣的強反射。所以焊接鋁合金等離子電弧復合具有不可替代的優勢。
電 話:028-61554876、61554087 傳 真:028-61554087 E-mail:cdmountains@126.com 地 址:四川省成都市高新區高朋東路5號3幢1層B2號
©2015 天啟萬峰 版權所有. 技術支持:聚和為科技
蜀ICP備15033076號-1 川公網安備 51019002000519號
關注天啟萬峰微信
關注天啟萬峰微博